Introduction
Blind rivets, also known as pop rivets, are widely used mechanical fasteners designed to join two or more materials when access to the joint is available from only one side. They are commonly used in industries such as automotive, aerospace, construction, sheet-metal fabrication, and electronics.

A blind rivet consists of two main components:
- Rivet body (shell) – the hollow cylindrical part that forms the joint.
- Mandrel (stem) – the internal pin that pulls the rivet body to create the fastening.
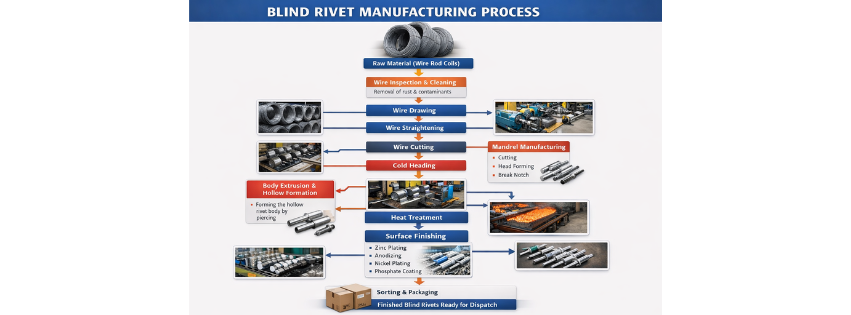
The manufacturing of blind rivets involves several precision forming and assembly steps to ensure strength, durability, and dimensional accuracy.
1. Raw Material Selection
The manufacturing process begins with selecting appropriate raw materials depending on the required strength, corrosion resistance, and application.
Common materials include:
- Aluminum – lightweight and corrosion resistant
- Steel – high strength applications
- Stainless steel – excellent corrosion resistance
- Copper or brass – electrical applications and decorative use
The rivet body and mandrel are usually produced from wire rods supplied in coils.
2. Wire Drawing
The wire rod is passed through a wire drawing machine to reduce its diameter and achieve the required size.
Purpose of Wire Drawing
- Obtain precise wire diameter
- Improve surface finish
- Increase tensile strength through cold working
The wire is pulled through carbide dies to gradually reduce its thickness.
3. Cutting and Heading (Cold Forming)
After drawing, the wire is fed into a cold heading machine where the rivet head is formed.
Process Steps
- Wire is automatically fed into the machine.
- It is cut to the required length.
- A punch presses the wire end to form the rivet head.
Common rivet head types include:
- Dome head
- Countersunk head
- Large flange head
Cold forming improves material strength due to work hardening.
4. Body Shaping and Hollow Formation
Next, the rivet body is formed and hollowed to create the internal cavity for the mandrel.
Methods Used
- Impact extrusion
- Piercing process
A punch penetrates the rivet body, forming the hollow structure while maintaining uniform wall thickness.
5. Mandrel Manufacturing
The mandrel (stem) is manufactured separately using similar cold forming processes.
Steps
- Wire drawing to required diameter
- Cutting to length
- Forming mandrel head
- Creating a break notch or predetermined breaking point
The break notch ensures that the mandrel snaps at the correct load during installation.
6. Heat Treatment
For steel rivets and mandrels, heat treatment is performed to improve mechanical properties.
Heat Treatment Benefits
- Increased hardness
- Improved tensile strength
- Enhanced durability
Typical processes include:
- Annealing
- Hardening and tempering
7. Surface Finishing and Coating
Surface treatments are applied to protect the rivets from corrosion and improve appearance.
Common coatings include:
- Zinc plating
- Nickel plating
- Anodizing (for aluminum)
- Phosphate coating
This step ensures long service life in harsh environments.
8. Rivet Assembly
In this stage, the mandrel is inserted into the rivet body.
Assembly Process
- Rivet body is placed in an automatic assembly machine.
- Mandrel is inserted into the hollow rivet.
- The mandrel head locks inside the rivet body.
The assembled rivet must allow smooth mandrel pulling during installation.
9. Quality Inspection
Quality control is essential to ensure reliable performance.
Inspection parameters include:
- Rivet diameter and length
- Head dimensions
- Mandrel pull-out force
- Break load
- Surface finish
Testing methods may involve:
- Tensile testing
- Shear testing
- Visual inspection
- Dimensional measurement
10. Packaging and Distribution
After inspection, the rivets are:
- Counted automatically
- Packed in boxes or bulk containers
- Labeled with specifications and batch numbers
The finished products are then shipped to industries for assembly applications.
Conclusion
The manufacturing of blind rivets involves a series of precision metal forming processes, including wire drawing, cold heading, hollow forming, mandrel production, heat treatment, surface finishing, and assembly. Each stage plays a critical role in ensuring the rivet’s strength, reliability, and performance.
Due to their ease of installation and strong fastening capability, blind rivets remain one of the most efficient fastening solutions for applications where access to only one side of the workpiece is possible.